

山東直縫專機
來源:http://www.fangzh.cn/ 發布時間:2021-01-28 瀏覽次數:0
直縫山東焊接專機
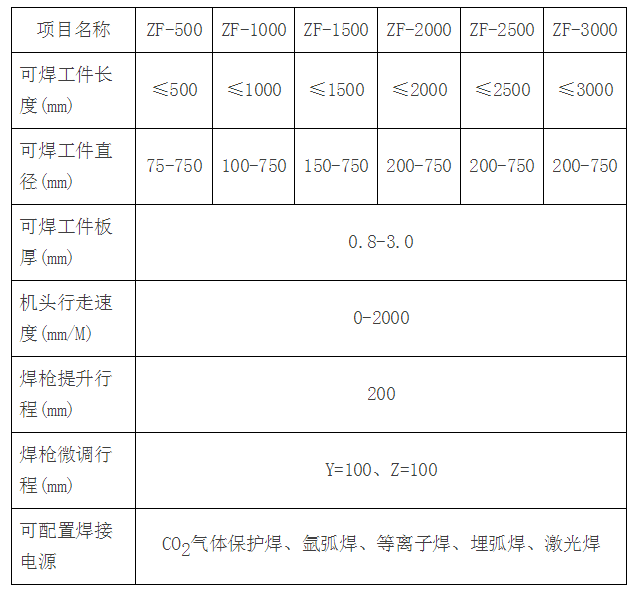
技術參數
設備概述
本機的主要組成部分有底座、送料小車、芯軸、琴鍵壓緊裝置、軸端托起、焊槍行走機構、控制系統、焊槍微調機構、氣路系統等。
1、底座為鋼結構件,具有足夠的剛性和強度,能滿足整機的要求。送料小車可節省人工。
2、芯軸為一實心圓柱體,上鑲有銅質襯墊(焊墊),與上述的壓緊裝置一起對焊件進行夾緊固定。
3、琴鍵壓緊裝置,壓緊機構為左右對稱的兩套,可分別對縱縫的兩邊施加壓力。壓板安裝于支架上,壓板與支架通過銷軸連接。上部的氣缸通氣壓向杠桿機構,使壓板產生壓力,此壓力按需要可進行調整。本夾具主要用于簡體的外縫焊接,亦可用于直板的對接。壓緊裝置的操縱是通過前壓和后壓腳踏開關分別控制前、后壓板的夾緊或松開。
4、托起安裝在芯軸的一端,可通過托起中間的螺紋調整,使芯軸與壓板的間距在水平軸向平行。在焊接時,托起下翻,焊件裝入后,托架上翻,井鎖緊。托起上翻鎖緊托住芯軸后,壓板便可進行通氣壓緊,
5、焊槍行走機構,在底座側面固定橫梁,橫梁側面固定方形導軌及精密滾珠絲杠,焊槍行走機構在橫梁導軌上移動,由步進電機提供動力,再經絲杠副等實現直線運動,其行走速度可調。行走機構位置及距離的設定,可根據需要移動位于橫梁上面的接近開關來實現。
6、氣路系統,壓縮空氣氣路系統裝在控制箱側面,由減壓閥、電磁閥等組成。在正常使用時減壓閥的壓力調0.3-0.5Mpa,當焊接較薄板時,應采用較低氣壓。
7、控制系統,采用文本顯示器,功能強大、工作可靠,操作簡單,自動化程度高。

上一篇:山東油箱環縫焊接專機
下一篇:山東鉆桿自動焊接






